- Laser Welding Technology for Diamond Circular Saw Blades
- Brazing Technology for Diamond Tools
- Orderly Arrangement Technology for Diamond Tools
- Advantages of Orderly Arrangement Technology for Diamond Tools
- Implementation Methods for the Orderly Arrangement of Diamonds in Tools
- Application of Orderly Arrangement Technology for Diamond Tools
- Application of Diamond Orderly Arrangement Technology in Brazed Wire Saw, Cutter Head and Gang Saw
- Application of Diamond Orderly Arrangement Technology in Precision Grinding
- Application of Diamond Orderly Arrangement to Grinding Tools
- Application of Diamond Orderly Arrangement in Multilayer Diamond Segments
- Conclusion-3
- Overview
Diamond tool manufacturing methods have previously focused on the hot-pressed diamond product sintering method, cold-pressed diamond product sintering method, pressureless impregnated diamond product sintering method, electroplating diamond product manufacturing method, etc. The diamond tools manufactured by these methods have also achieved success.
However, with the progress of the times, the requirements for the performance of diamond tools are getting higher and higher, and the corresponding manufacturing technology is also constantly improving. Here, Diawe Tools introduces three new technologies and processes that have been developed in recent years and are basically mature. Products can be put on the market in batches or small batches, including:
- The manufacturing technology of laser welded diamond products.
- The manufacturing technology of brazed diamond tool.
- The manufacturing technology of diamond ordered arrangement and preferential orientation tool.
In addition, Diaw Tools will introduce their production principles, processes, and comparison of different specific methods. These new methods have significantly improved product quality, which is our key development direction in the future.
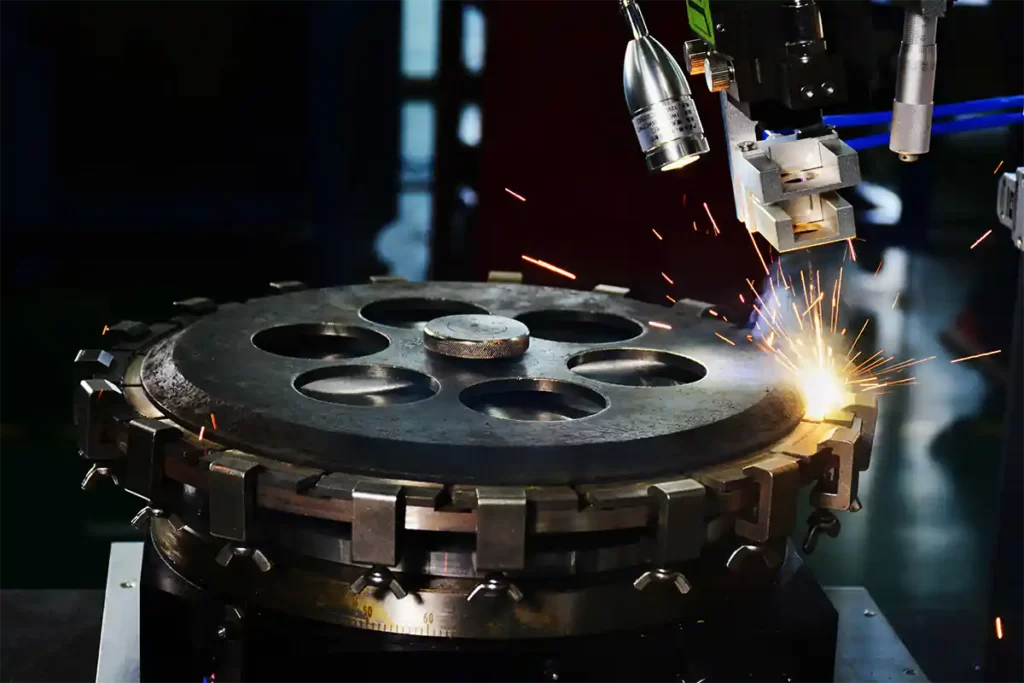
Laser Welding Technology for Diamond Circular Saw Blades
Diamond circular saw blades usually work under high-speed rotation, the heat generated during sawing will cause the segments of saw blade and even the blank/steel body to heat up. Under the action of centrifugal force and cutting heat, the traditional high-frequency welded saw blade and sintered saw blade are prone to segment loss, which brings potential safety risks. The laser-welded diamond circular saw blades have the characteristics of high weld strength, not easy to drop segments, can be used for dry cutting, and high safety in use, which are very popular among users. Therefore, laser welding technology for diamond circular saw blades has been developed rapidly in recent years.
To achieve laser welding of diamond saw blades, the following key issues should be solved:
- There should be laser equipment with high beam quality, stable and reliable operation, and sufficient power.
- A welding device with accurate positioning and reliable clamping can realize the movement required for welding.
- Appropriate transition layer materials between blank/steel body and diamond segments should be selected to ensure high weld joint strength.
- The matching accuracy between the blank/steel body and the diamond segments should be strictly controlled, and various laser welding process parameters must be optimized.
Advantages of Laser Welding Diamond Circular Saw Blade
The laser welding technology of diamond circular saw blades began in the late 1980s. The Norton company in the United States first used laser cutting of the circular saw blade substrate, and gradually developed to use laser welding of diamond saw blades. After that, several European tool manufacturers also adopted this new technology.
Nimbus Diamond Tool & Machine Company Limited(Nimbus is the product line & brand of Saint-Gobain) in the UK started to use laser welding technology in 1985, and invested 250,000 pounds to carry out this high-tech research, and established advanced automatic welding production lines and perfect welding quality inspection methods. Germany’s Dr.Fritsch Sonder Maschinen Gmbh has developed a new fully automatic laser welding method, which greatly improves the welding strength of the product. Diamant Bort( Diamant Boart is a part of Husqvarna Group) in Belgium has launched a large number of laser-welded circular saw blades on the market. The Italian diamond tool manufacturer MG International Diamond Tools SAL took the lead in using a 3KW CO₂ laser for welding dry slicing, opening up a new application field for diamond tools.
Laser welded diamond circular saw blades have the following advantages:
- During laser welding, the joint surface of the saw blade blank/steel body and the diamond segment melts to form a eutectic structure. The strength of the eutectic structure is higher than that of the raw material, its bending fracture strength can reach 1800 MPa, and the fracture is at the diamond segments. The welding seam is a small and uniform columnar crystal structure, which is not easy to crack, and avoids the danger of the circular saw blade cracking under the conditions of high-speed cutting and impact load. While the joint surfaces of the diamond segments are connected by the melting and infiltration of the solder, and its bending strength is only 350MPa~600MPa, and the fracture is in the welding seam.
- The welding speed is fast, the welding seam is extremely narrow, the heat affected zone is small, and it has no effect on the diamond, and the saw blade has almost no deformation as a whole, which ensures the best performance of the product.
- The welding process can be automated, the production efficiency is more than 10 times higher than the traditional method, the average product cost is low, and the quality is stable and reliable.
The focal spot after the laser beam is focused is very small, and no filler is usually added in laser welding, so it is required to have a high matching accuracy between the welded specimens. Generally speaking, the fitting clearance between the welded parts should be less than 3% of the thickness of the welded parts. Therefore, the manufacturing accuracy of the blank/steel body and the diamond segments, especially the grinding arc quality, should be strictly controlled to ensure that the assembly accuracy is better than 0.1mm.
3 Influencing Factors of Laser Welding Diamond Circular Saw Blades
①Laser Equipment and Welding Equipment
For industrial welding lasers, it is not only required to have high output beam quality and sufficient power, but also to ensure stable and reliable work, low operating costs, and easy operation. As we all know, the simplest, most economical, and reliable CO₂ lasers are seal-off lasers.
Since the 800W CO₂ laser can penetrate the substrate of a diamond circular saw blade with a diameter of 350mm or less and a thickness of less than 2.5mm from both sides, Jin Xiangzhong from Chinese Hunan University designed and developed an 800W base mode truss-type folded quartz glass tube CO₂ laser. The laser adopts a standard seal-off structure, and the working gas is replaced regularly. The total length of the discharge tube is about 20m, and it is folded into 10 parts, which can make the laser structure more compact. The discharge tube is connected by steel pipes to form a rigid folding frame, which improves the stability of the laser operation.
Usually, the laser beam is focused by a gallium arsenide lens with a focal length of 80mm and then irradiated onto the surface of the workpiece. The coaxial hydrogen flow is used to protect the lens, which can not only prevent the lens from contamination but also blow away the laser-blocking plasma cloud generated during the welding process. Prevent weld oxidation. Since the diamond segments of the diamond saw blade are thicker than the blank/steel body, the welding process is fillet welding. In order to prevent the diamond segment from blocking the laser, the optical axis should be inclined to the blank/steel body at a certain angle.
②Transition Layer Material for Laser Welding Diamond Circular Saw Blades
Theoretically, laser welding is easy to obtain high weld strength. However, in the production of diamond saw blades, due to the large difference between the material of the transition layer (welding layer) of diamond segments and the blank/steel body material of the saw blade, the performance difference between the two parts is also large. Therefore, the welding between them belongs to the welding of dissimilar materials, which needs select welding process parameters reasonably and strict control of the process to obtain high weld strength. The blank/steel body material of the saw blade is generally determined, usually 30CrMo/28CrMo, 50Mn2V, 65Mn and other steels. The design of the transition layer of the diamond segments is the key to ensuring the laser welding strength of the saw blade. The transition layer material should not only have the same welding performance as the materials of blank/steel body but also must match the matrix of the diamond segment working part. But usually, the materials of the blank/steel body are quite different from the materials of the working part of the diamond segments so it is quite difficult to design the transition layer of the saw blade.
The characteristics of laser welding are: the focused laser beam energy density is high (105~107W/cm²), the heating rate is fast, the welding rate is fast, and the heat affected zone is small, but the laser welding seam temperature is high and the temperature gradient is large.
Therefore, the basic requirements for the laser welding transition layer are:
- The boiling points of the elements in the transition layer should be similar to prevent the generation of weld bubbles.
- The transition layer should have high strength (σmin≥6*108Pa) and good toughness to prevent the saw blade from dropping diamond segments during operation.
- The sintering properties of the transition layer and the working layer matrix should be similar, and under the same sintering conditions, they should have good interfacial bonding strength after sintering (σmin≥6*108Pa).
- The thermal expansion coefficient of the transition layer and the working layer should be similar, and the thermal expansion coefficient of the transition layer should be slightly smaller to prevent cracks between the transition layer and the working layer during laser welding.
- The welding performance of the transition layer and the blank/steel body of the saw blade should be as similar as possible.
- The application range of the sintering process should be wide enough to facilitate industrial-scale production.
Most of the transition layer formulations are composed of single elements Co, Ni, dual elements FeCo, FeNi, CoNi, FeCu, or three components FeCoNi, and the transition layer cannot contain low melting point metals, such as tin(Sn) and other elements, because such elements are easy to evaporate and gasify to produce pores. Adding a small amount of Mn and Cr to the transition layer material can not only produce a solid solution strengthening, and increasing wear resistance, but also effectively reduce welding pores. At present, some companies such as Dr. Fritsch in Germany and Eurotungstene in France have been developing transition layer formulations and powders, a series of work has been carried out in preparation, considering the transition layer formula from the aspects of the matrix, diamond segments, welding strength, surface quality, etc., and launched a variety of pre-alloyed powders such as V27-589, V6-790, and NEXT series.
Read more about diamond pre-alloyed powders:
③Technological Parameters of Laser Welding Diamond Circular Saw Blades
The welding quality of laser-welded diamond circular saw blades is not only related to the welding equipment and transition layer materials but also depends on the following 4 welding process parameters.
Ⅰ Laser Power
When using a laser for deep fusion welding, the laser power density is an important parameter to determine the welding depth. When the laser spot size is constant, the power density is proportional to the laser power. The higher the power, the deeper the welding depth that can be achieved, the faster the welding speed, and the higher the production efficiency. However, too high power will make the molten pool boil too intensely, resulting in waves of bumps and holes on the surface of the weld, and the weld is uneven, not smooth enough, and has a poor appearance. The existence of voids directly affects the welding strength, because during cutting, after the diamond segments are impacted, it is easy to produce cracks at the voids and pores.
In addition, too high power will cause cracks between the working layer of the diamond segments and the transition layer. Therefore, when the power is too high, the welding quality can be controlled by increasing the welding speed, and conversely, when the power is insufficient, it can be compensated by reducing the welding speed. But the premise is to ensure enough power density to form a “pinhole” effect to ensure the formation of deep penetration welds.
Ⅱ Welding Speed
The welding rate, together with the laser power, affects the heat injection into the welding area, which directly affects the width and shape of the weld. Excessive welding speed will make the penetration depth too shallow, and too many pores will be generated because the harmful gas in the weld has no time to escape. Thermal cracks appear between the transition layer and the working layer.
Ⅲ The Focus Position of The Laser
When welding, in order to ensure sufficient power density, the focus position of the laser is very important. Changes in the position of the focal point and the workpiece surface directly affect the width and depth of the weld. The distance between the focal point and the workpiece surface is defined as the defocus amount. The defocus amount is positive when the focus is on the workpiece surface, and negative when the focus is below the workpiece surface. When taking a negative to defocus amount, the focus with the highest power density falls into the blank/steel body, thereby fully melting and vaporizing the material of the irradiated part to form a “pinhole” effect and increase the welding depth. A high aspect ratio can be achieved by selecting the appropriate defocus amount. Negative defocusing is generally used, and the distance between the focal point and the surface of the material to be welded is about 1/3 of the thickness of the plate. Since the diamond segments are the powder metallurgy material, it is easy to produce splashes and contaminate the lens during welding, so the laser should be deviated to the blank/steel body side by about 0.1mm. Since it is a fillet weld, the incident laser should be inclined at about 5°~15°. Taking the Φ350mm saw blade as an example, the thickness of the blank/steel body is 2.4mm, and the aspect ratio that can be obtained by selecting a negative defocus amount of 1mm during welding is bigger than 2:1.
In addition, the horizontal position of the laser focal spot is also a very important parameter. When the focal spot is offset by 0.2mm in the direction of the blank/steel body, there is a maximum fusion depth. The welding process in this case is that the steel of blank/steel body material is first melted, and then the molten material steel reheats the diamond segment and melts the inner layer of the diamond segment to achieve metallurgical bonding. The welding strength test of Φ350mm saw blade shows that the bending strength of the welding seam is Mb≥8640N·mm.
Ⅳ Shielding Gas and Gas Flow
There are three effects of shielding gas in the laser welding process:
- Protect the welding area from oxidation.
- Protect the focusing lens.
- Plasma suppression.
The third function is crucial. The plasma has a strong absorption and scattering effect on the laser, which causes a great loss of laser energy, resulting in a shallower weld and a reduced aspect ratio.
Laser Welding Diamond Circular Saw Blades VS High Frequency Welding Diamond Circular Saw Blades
Comparison of Welding Appearance
We studied the diamond saw blades processed by different welding techniques, and found that there are obvious differences in the weld seam between laser welded diamond circular saw blades and high frequency welded diamond circular saw blades. The weld seam of diamond circular saw blade welded by laser welding process is obviously fuller, flat and smooth, and there is no heat induction effect with the substrate. And the weld seam of high frequency welding diamond circular saw blade has obvious welding tumor, not flat nor smooth, and the substrate is heated by the induction effect.
Before there is no laser welding technology, the industry generally believes that high-frequency welding technology is very advanced, but after the laser welding technology, both producers and users choose the former, especially export products, customers’ requirements are almost all laser welding saw blades.
Comparison of Cutting Performance
Diawe Tools conducted cutting tests on diamond saw blades produced by different welding techniques and found that there was also a significant difference in the contrast between the welds of laser welded and high frequency welded diamond circular saw blades.
Laser welded diamond saw blade, during dry cutting, the diamond segments and blank/steel body always remain in the best condition, no matter how high the heat is.
High-frequency welding diamond saw blade, in dry cutting, due to the rise of heat and reduce the strength of the welded part, so that the phenomenon of falling off the diamond segments, this phenomenon of falling off the head in the cutting process is very easy to occur personal accidents.
Conclusion-1
Laser welding diamond circular saw blade technology shows incomparable advantages compared to traditional high-frequency welding technology. But at present, the research on laser welding diamond circular saw blades in China is not very profound, thus preventing the promotion and application of laser welding in diamond tools. For laser welding diamond circular saw blades, the reasonable design of the transition layer is very critical. In addition, a reasonable choice of power, rate, the amount of defocus, spot position, shielding gas flow and other process parameters is also an important guarantee of welding strength and quality. Here we fervently hope that laser welding technology can be widely used in the production of the industry.
Brazing Technology for Diamond Tools
As for electroplated diamond tools, diamonds can only use metal for mechanical encrustation, easy to fall off, and diamond disorderly arrangement, the working segment is small, and there is little space for chips.
In another way, for the pregnant sintered diamond tools, the diamonds are arranged in a disorderly manner, and it is difficult to solve the problem of self-sharpening, and it is also difficult to achieve metallurgical bonding between diamond and powder. Neither process can fully and effectively utilize the sawing performance of diamonds.
However brazed diamond tools have the above two diamond tools incomparable superiority, so in the past 10 years, the diamond brazing technology has attracted much of people’s attention.
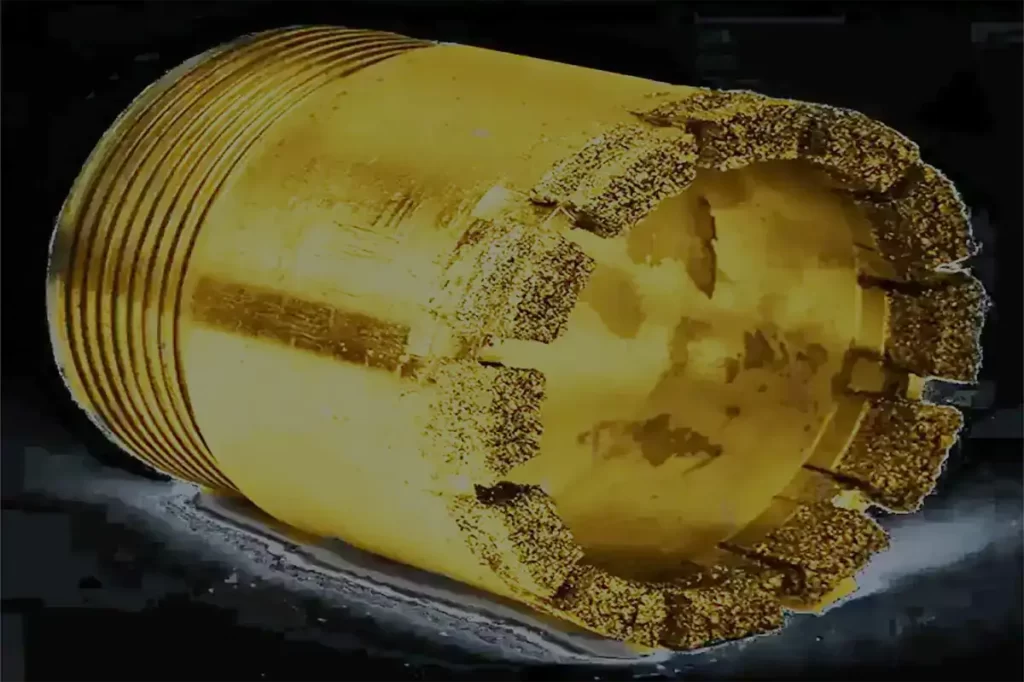
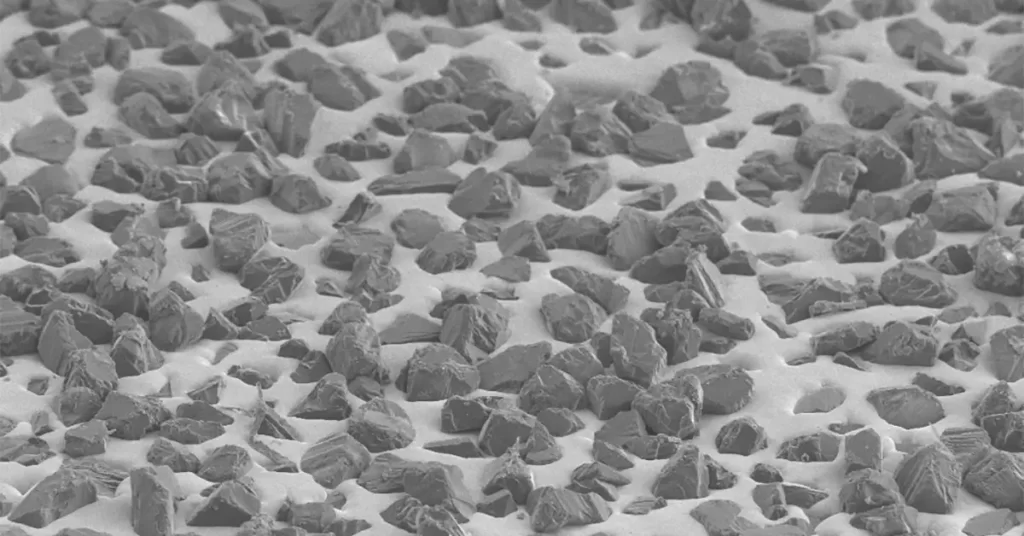
Brazed diamond tools use diamond surface metallization technology to weld diamonds with active brazing filler metal or nickel-based brazing filler metal. By adding strong carbides to form elements or alloys, the metallurgical and chemical combination of diamond and tool matrix can be achieved, which greatly improves the ability to hold the diamond, the diamond can protrude by 2/3 and is not easy to fall off, creating favorable conditions for sharp cutting and good chip removal. In addition, diamonds are evenly and reasonably arranged on the tool surface, making full use of the cutting effect of diamonds, saving diamond consumption, reducing tool costs and improving cutting efficiency.
This is also in line with the requirements of economic development, vigorously saving energy and resources, and accelerating the construction of a resource-saving and environment-friendly society.
In view of the superiority and good development prospects of diamond brazing tools, it has attracted great attention and participation from many universities, research institutes and related enterprises, and is actively carrying out research and development work.
Diamond Brazing Production Processes & Brazing Products
| Diamond Grade | Brazing Materials | Brazing Equipment & Condition | Brazing Process | Brazing Products |
|---|---|---|---|---|
| 16/20~300/400 Man-made/Natural Diamonds |
Cu-Sn-Ti, Cu-Cr, Ni-Cr-P, Ni-Cr-Ag, Cu-Ag-Ti | High Vacuum Condition Inert Gas Condition or Atmospheric Condition |
The brazing temperature is 50~100℃ higher than the melting point of the brazing material, and the brazing time should be as short as possible | Grinding Wheel, Grinding Segment, Assorted File, Cutting Bead, Wire Saw |
| SDA 100+40/50 | Ni-Cr-Si Alloyed Powder | High Temperature Vacuum Furnace | – | Cutting Bead, Saw Blade, Grinding Wheel |
| 100~200μm | CMP Trimmer | |||
| 40/50 | Ag-Cu Alloyed Powder + Cr Powder | GP302CWT High Frequency Welding Machine | 780℃, 30s | Slotted Grinding Wheel, Grinding Wheel, Grinding Segment, Cutting Bead, Saw Blade |
| SMD40/50, 50/60 | Ni-Cr Alloyed Powder | VOQ 2 – 280 Vacuum Quenching Furnace | <1100℃ | |
| SP225 High frequency Induction Furnace, Argon Protection | 1050℃ | |||
| Ti-plated Diamond | Ag-Cu-Ni | Vacuum High Frequency Induction Brazing Machine | 790℃, 20s, Keep Warm for 20 Minutes | Diamond Polishing Pad |
| Ni-plated Diamond | Ag-Cu-Cr | 800℃, 18s, Keep Warm for 25 Minutes | ||
| Uncoated Diamond | Ag-Cu-Ti | 940℃, 12s, Keep Warm for 25 Minutes, Secondary Brazing, Two-stage Heating | ||
| SMD40~50 Compound Ti-Ni | BNi76CrP | SP225 Portable High Frequency Induction Heater | 680~720℃, 12~18s | Brazing Experiment |
| 70~80 | NiCr13P6 + Cr Powder | HVS240 Vacuum Industrial Furnace | 950℃, Keep Warm for 30 Minutes, Degree of Vacuum 2*10-1Pa | Dental Single-layer Diamond Grinding Wheel |
| ISD1600, 30/40 | Ni-Cr Alloyed Powder | GP215 High Frequency Induction Welding Machine | 950℃, 14s | Brazing Experiment |
| YSD700, 40/50 | CuSnNiTi NiCrSiB NiCrP |
Vacuum Radiant Heating Furnace | 900℃, Keep Warm 10 Minutes, Degree of Vacuum 1.3*10-1Pa 1050℃ 950℃ 900℃ Degree of Vacuum 10-2Pa |
Diameter 125mm Dry Cutting Saw Blade |
| YSD700, 50/60 | Cu62Mn38 | |||
| ISD1600, 1750 30/40, 40/50 |
Ni-Cr | Vacuum Furnace | 1120℃, 10 Minutes, Degree of Vacuum 1.3*10-1Pa | Brazing Experiment |
| 35/40~50/60 | Ni-Cr | High Temperature Vacuum Brazing Furnace | 1000~1010℃, Keep Warm 10 Minutes, Degree of Vacuum 10-2Pa | Grinding Wheel, Saw Blade, Drill Bit for Glass, Core Drill Bit |
| 35/40, 40/50 | Ni-Cr | High Temperature Vacuum Brazing Furnace | 1000~1010℃, Keep Warm 10 Minutes, Degree of Vacuum 10-2Pa | Core Drill Bit, Saw Blade for Metal Cutting |
Brazing Materials for Diamond Tools
The selection principle of brazing material:
- The solder alloy has good wettability to diamond and a small wetting angle.
- Good auxiliary development.
- Good climbing ability, so that the diamond has enough protrusion height and good chip-holding ability.
- Form an effective metallurgical chemical combination with diamond, with good holding power.
- Has a lower melting point to reduce the brazing temperature.
- Lower cost is conducive to reducing the cost of brazing tools.
At present, Ni-Cr, Ag-Cu and Cu-Sn alloys are mostly used as brazing filler metals for brazing diamond tools. Among them, Ni-Cr-based brazing filler metal is the most widely used, but due to its high brazing temperature (above 900°C), it increases the tendency of diamond to be graphitized, thus affecting the strength and service life of brazed diamond tools. Therefore, it has become a research trend to seek brazing filler metals with low melting point suitable for diamonds.
Guan Yancong and others developed a variety of Ag-Cu-Ti alloy brazing materials according to the bonding mechanism of diamond and other elements.
Dan Li studied the wetting condition of Ag-Cu-Ti brazing material on the diamond surface and concluded that Ti has a certain influence on the wetting condition of brazing material, and the diffusion of interfacial C and Ti elements and the formation of TiC are beneficial to improve the wetting condition of the fibrous material.
Shijiang Kao successfully brazed diamond films on cemented carbide substrates using Ag2Cu2T brazing material.
Meng Weiru used CuSnNiTi brazing material to weld diamond saw blades to obtain better sharpness and cutting life.
F.A. Khalid also brazed diamond abrasive grains in a vacuum furnace using Cu-Sn-Ti-Zr brazing material and performed an exhaustive analysis of the interface between diamond, brazing material and substrate, and found that two nano-rich TiC layers exist between the diamond and fibrous material interface, one of which is a nano-TǐC layer found between diamond and fibrous material, and the other is a columnar carbide.
Fenglin Zhang improved the fibrous soldering performance of Ag2Cu2Zn alloy to diamond by adding Cr and Ti metal powders between Ag-Cu-Zn brazing alloy and diamond, and brazed diamond abrasive grains under different protection conditions (vacuum, Ar gas, inorganic salt coverage, C powder coverage), adding Cr powder could achieve good xenon soldering to the diamond in air, and it was found that adding Ti powder needed to be in a vacuum or covered with C powder to ensure a better brazing effect; the enrichment of Cr and Ti elements was found at the interface between diamond and fibrous alloy, which improved the wettability of Ag-Cu-Zn alloy to diamond.
Brazing Equipments for Diamond Tools
There are two main types of brazing equipment: high-frequency induction welding machine and high-temperature vacuum furnace. Special equipment for brazing of diamond tools should meet the following requirements.
- High-frequency induction welding must be carried out under vacuum or inert gas protection.
- Design the corresponding tooling to facilitate the fixation of the workpiece as well as the rotation, movement and accurate positioning of the workpiece.
- Accurate temperature measurement and control system.
- The vacuum furnace should ensure sufficient vacuum and a stable and uniform temperature field.
- There should be at least two types of furnace, one for small batch production or trial production of new products, and one with larger working space, easy to mass production.
- There is an observation port to facilitate the observation of the brazing process in the furnace.
- In order to improve production efficiency, the heating, holding and cooling stages can be carried out continuously in sections, which is convenient for shortening the production cycle and improving the output.
- Good process control system.
Research Status of Brazing Technology for Diamond Tools
Depending on the physical and chemical properties of the brazing alloy powder, brazing heating can be performed in high vacuum, inert gas or even in the atmosphere (protected by brazing flux). The heating temperature is selected to be 50~100°C higher than the melting point of the brazing alloy, so that the brazing alloy can fully infiltrate and weld the diamond particles.
Research Status of Brazed Single-layer Diamond Tools
According to the heating method, the heating methods currently applied to the manufacture of single-layer brazed diamond tools include furnace brazing, salt bath brazing, laser brazing and high-frequency induction brazing.
The brazing in the furnace generally adopts the radiation heating of the resistance furnace, which has the advantages of small investment (only need to ensure that the brazing furnace has a certain volume), high production efficiency (continuous heating and brazing), and can weld complex structure and large size. However, resistance radiation heating belongs to the overall brazing heating, the heating rate is slow, and the welding time is long, generally about 10 minutes. The abrasive particles and the substrate are exposed to a high-temperature environment for a long time, which has a certain impact on the abrasive particles and the substrate.
Salt bath brazing is to immerse the weldment in a salt bath furnace for heating, the brazing temperature is low, and the degree of graphitization of diamond after brazing is small, but the brazing process is cumbersome. The surface of the diamond must be infiltrated with Ti, and the Ni-based alloy is spray-welded on the surface of the steel substrate. The total brazing time is long, which is not conducive to the popularization and application of this process.
Laser brazing uses a laser beam as a heat source during welding. The reason why laser brazing is applied to the single-layer diamond tool manufacturing industry is to take advantage of the fast local heating of laser heating (the heating time is only 10s), and the exposure time of diamond in a high-temperature environment is very short, which effectively controls the diamond’s graphitization. However, because the heating time is too short, diamond abrasive and brazing material, brazing material and substrate are too late to form a continuous transition layer, which reduces the fiber’s holding ability of diamond abrasive.
High-frequency induction brazing has the following characteristics: high heating temperature, and non-contact heating, high heating efficiency, fast heating rate, easy temperature control, local heating, easy to achieve automatic control, good operating environment, and almost pollution-free. High-frequency induction heating time is required between laser heating and resistance furnace in the heating, generally, in about 30 seconds, this time better reduces the degree of thermal damage to the diamond, but also for the interface to produce a continuous transition layer provides enough reaction time, fiber welding effect is more ideal, at present, this heating method is more commonly used. However, the proximity-effect and skin-effect of high-frequency induction heating itself, it is difficult to achieve uniform heating when heating large size and complex structures on the substrate. Therefore, when welding such tools, it is necessary to take some paving process.
Research Status of High-Temperature Brazed Diamond Tools
The diamond tool industry began to replace the electroplating process with high-temperature brazing in the late 1980s and achieved good results, and the results have been applied.
A.K. Chattopadhyay of Switzerland used Ni-Cr alloy as brazing material and induction brazed at 1080°C for 30 seconds under chlorine protection to achieve bonding of diamond to the steel substrate. The best emergence of diamond was achieved at an alloy thickness of 80 μm.
A. Trenker of Germany used active brazing material and Ni-based fiber material respectively in the process of high-temperature brazing to achieve the combination of diamond and substrate, and compared with electroplated tools, and found that the performance of high-temperature brazed diamond tools is much better than electroplated diamond tools.
The research and development units of high temperature brazed diamond tools in China include: Nanjing University of Aeronautics and Astronautics, Air Force Medical University, Xi’an Jiaotong University, Huaqiao University, etc.
Based on the research on fibre brazed diamond at home and abroad, the Air Force Medical University adopted the method of high-temperature fibre brazing in a vacuum furnace (vacuum degree of 0.2P), using NiCr13P4 alloy as brazing material with a small amount of Cr powder, and brazing under high temperature (950℃) and pressure (4.9MPa), thus achieving a solid bond between diamond and steel substrate, and the SEM and XRD analysis results confirmed that there was Cr3C2 generation, it is through this carbide layer on the diamond interface alloy material to achieve a high holding force on the diamond.
Xiao Bing of Nanjing University of Aeronautics and Astronautics used high-frequency induction brazing method, using Ag-Cu alloy and Cr powder together as an intermediate layer material, and induction brazed in air for 35 seconds at a brazing temperature of 780°C to achieve a strong bond between diamond and steel substrate. Scanning electron microscope analysis revealed that CrC was formed between Cr and diamond, and FexCryC was formed between Cr and steel substrate, which is the main reason for achieving high strength between the alloy layer and both diamond and steel substrate.
Yao Zhengjun of Nanjing University of Aeronautics and Astronautics used induction brazing in an Ar gas-protected furnace with Ni-Cr alloy powder as brazing material, vacuum induction brazing for 30 seconds, and brazing temperature of 1050°C to achieve a solid connection between diamond and steel substrate. Using scanning electron microscopy and X-ray energy spectroscopy, combined with X-ray diffraction structure analysis, it was found that the Cr elements in the Ni-Cr alloy were separated during the brazing process and enriched at the diamond interface to form a Cr-rich layer, and reacted with the C elements on the diamond surface to form Cr3C2 and Cr7C3, which were also the main reasons for achieving a high strength of the alloy layer to the diamond.
The high temperature fibrous welding process achieves a chemical metallurgical bond at the interface, which fundamentally improves the bond strength between the abrasive, the bonding agent (brazing alloy material) and the substrate. Because of its high interfacial bonding strength, the thickness of the bonding layer between the abrasives only needs to be kept at 20%-30% of the abrasive height, which is sufficient to hold the abrasive firmly. Such a thin bond layer thickness means that the abrasive exposed height is as high as 70% to 80%, thus greatly expanding the abrasive chip space, tool grinding efficiency is also greatly improved, to make up for the traditional electroplating tool defects: abrasive is actually just mechanical encapsulation, inlaid in the plating metal, and thus the holding force is not large, diamond tools are easy to abrasive off, plating flaking and lead to overall failure;. In order to increase the holding power, it is necessary to increase the thickness of the plating to reduce the exposed height of the abrasive, and this will only make the chip space smaller, reducing the efficiency and life of the tool.
Conclusion-2
Brazing can realize chemical metallurgical bonding between the interface of diamond, bonding agent (brazing alloy material) and metal matrix, and has high bonding strength. Compared with electroplating tools, brazing tools show incomparable advantages and will become a development trend in the future. As a new generation of superhard material tools with excellent cutting performance, brazed superhard abrasive tools have many application prospects.
Its successful development can not only improve the research level of superhard material tools, but also bring new economic branch growth point for the abrasive industry itself, and can also pull the whole processing industry including various metal materials, structural and functional ceramic materials, optical glass, semiconductor, stone, building materials and even precious jade. The domestic and international market prospects are very broad, and the economic and technical benefits created will be immeasurable.
Orderly Arrangement Technology for Diamond Tools
In conventional diamond tools, diamonds are randomly distributed in the metal matrix, therefore, diamonds are prone to segregation and aggregation in the diamond segment part.
In the diamond enrichment zone, diamonds can not be effectively used and wasted. In this area, the diamond concentration is high and dense, the sawing force is small, easy to polish and worn, and at the same time, it is easy to form a blockage and obstruct the exclusion of rock chips, resulting in a decrease in sawing efficiency.
In the diamond scarce area, diamonds also can not be effective for sawing. Due to bear the workload is too large, the impact force is large, and the diamond is easy to break and fall off. Therefore, diamond random distribution often causes sawing efficiency, tool life shortened vicious circle. Also often appear sawing efficiency and tool life are contradictory situations, that is, improving sawing efficiency, will make the tool life shorten, on the contrary, extending the tool life, will make sawing efficiency drop. After the adoption of the granulation process, although diamond distribution has improved, still can not solve the problem from the root.
In recent years, the technology of orderly arrangement for diamond tools has been introduced, which effectively solves the above problems.
Advantages of Orderly Arrangement Technology for Diamond Tools
In the diamond tool industry, using the design and process of uniform distribution of diamonds, the concentration and arrangement of diamonds in the tool can be designed according to the actual work requirements of the user, so that the diamond can be fully and effectively used in the tool, which reduces the amount of diamond concentration, thereby saving diamond, not only improves sawing efficiency, but also prolongs tool life, and ultimately saves costs. The following table shows the comparison of cost and sawing efficiency for sawing medium-hard granite with a thickness of 2.1cm using three generations of 350mm diamond circular saw blades (segment size: 40mm*3.2mm*10mm).
| Diamond Saw Blade | the Cost of Materials | Cutting Efficiency | ||||
|---|---|---|---|---|---|---|
| Average Efficiency(m/min) | Efficiency Improvement(%) | |||||
| Elemental Powder + Mixed Diamond Material | Numbering | Diamond | Metal Powder | Total | 2.4 | 100 |
| G350-T | 100% | 100% | 100% | |||
| Pre-alloyed Powder + Mixed Diamond Material | Numbering | Diamond | Metal Powder | Total | 3.6 | 150 |
| G350-K | 88.15% | 90.99% | 89.93% | |||
| Pre-alloyed Powder + Multiple Layers of Diamonds Orderly Arrangement | Numbering | Diamond | Metal Powder | Total | 5.4 | 225 |
| G350-DC6-4 | 58.77% | 52.65% | 56.18% | |||
The use of orderly arrangement design and technology in diamond tools will enable diamond tool production to enter the digital era from the analog era, thus strongly promoting technological innovation in diamond tool manufacturing and significantly improving the quality and performance of diamond tools.
- Keeps the diamond in the segment part continuously self-sharpening and sharpening. Through the uniform distribution/orderly arrangement of diamonds and reasonable and effective control of diamond spacing in the longitudinal direction of the segment, a layer of diamonds in the cutting edge of the segment can be effectively sawed, and after wearing, breaking and falling off, a new layer of diamonds will be exposed one after another, so that the diamonds can be continuously sharpened and the cutting performance of the diamond segment can be maintained from the beginning to the end.
- Reasonable adjustment of the diamond parameters in the segment effectively improves the sawing performance of the blade. Through reasonable design and adjustment of diamond concentration and spacing in the diamond segment, the strength of diamond and the number of diamond particles per carat, as well as the reasonable matching of diamond and matrix performance, the improvement of diamond holding ability can effectively improve the sawing efficiency and cutting life of the saw blade.
Implementation Methods for the Orderly Arrangement of Diamonds in Tools
After long-term research and development, the diamond tool industry mainly has the following methods to arrange the diamonds in an orderly manner.
Template Manufacturing Method
The patented technology proposed by Dr.Chien-Min Sung from Taiwan (US Patent 6039641) uses the template method to implement the uniform distribution of diamonds. This technology has been applied to brazing technology, gang saws and wire saws. This orderly arrangement is usually called diamond array. The diamonds in the segment are arranged in three-dimensional space, so it can completely solve the problem of abrasive distribution in the diamond tool industry for a long time.
The specific steps of the method are as follows.
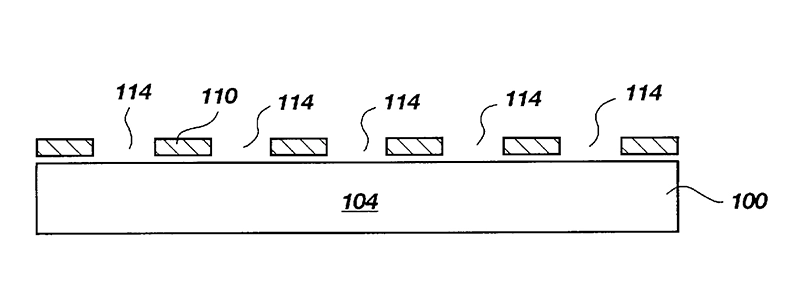
- Mixing the powder of matrix evenly with appropriate organic binders and solvents, etc., and making a thin layer 100 by hydraulic pressing.
- Make a template 110 according to diamond distribution and arrangement, whose aperture 114 must be larger than single diamond size and smaller than two diamond sizes to ensure that one diamond enters the hole of the die machine, and the thickness of the template is 1/3~2/3 of the average diamond grain size.
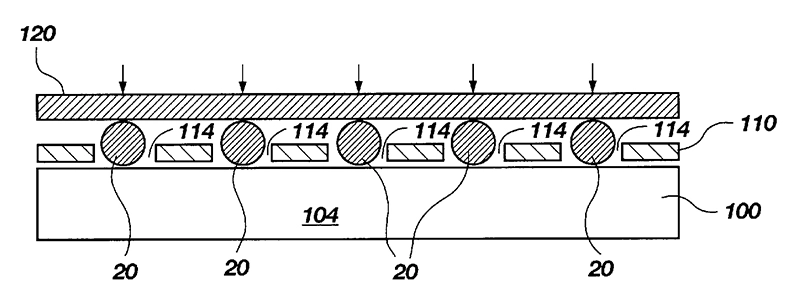
- Arrange the diamond 20 on the template and press the diamond through the hole 114 of the template 110 onto the matrix with the steel plate 120.
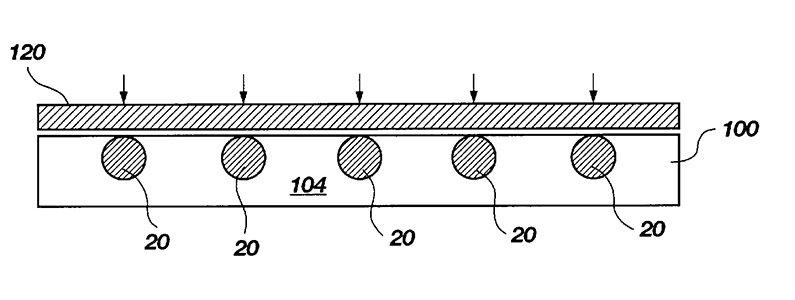
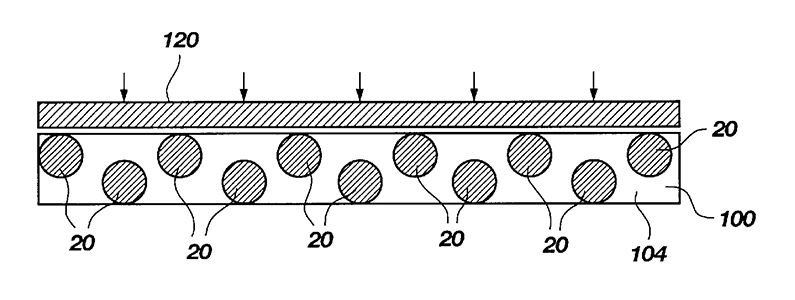
- Remove the excess diamond from the template and remove the template, press the diamond into the thin layer 110 of the matrix with the steel flat plate, and repeat the above steps to press the diamond into the other side. Then use multiple layers pressed with diamond thin layer combined into a segment, and then loaded into the graphite mold sintering.
This method can accurately make the diamonds evenly distributed and arranged as required, but the efficiency is low and there are difficulties in mass production with manual operation.
Glue-drop Manufacturing Method
The glue-drop manufacturing method was proposed by Dr. G. Burkhard of the Swiss ETH Machine Tool and Machining Institute (Patent EP1208345A).
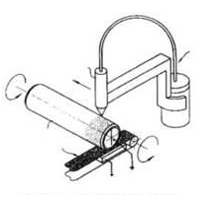
The equipment for dropping glue consists of a glue reservoir and a micro-metering device. The micro-metering device consists of a piezoelectric actuator, a thermistor, a heating coil and a power supply, and a metering control device. When a voltage pulse is applied, the piezoelectric actuator contracts and discharges a drop of glue with a maximum discharge frequency of 2000Hz and a maximum nozzle diameter of 40μm, while the heater doses the glue with higher viscosity. According to the position of the workpiece, the movement of the dispenser can arrange the dispensing glue evenly and orderly on the workpiece, and then scatter the diamond on the glue drops to constitute an orderly arrangement of diamonds.

Automatic Arrangement System – ARIX Technology
ARIX automatic arrangement system was developed by SHINHAN Diamond Ind. Co., Ltd. in Korea. The company has been working on it since 2001 and was able to successfully arrange the diamonds in the tool in a uniform and orderly manner until June 2003, but the production efficiency still did not meet the requirements. After one year’s development, in December 2004, it announced the completion of the ARIX automatic arrangement system, which can control the spacing of internal diamonds in the tool head 100% and can produce automatically. This automatic arrangement system can automatically and evenly arrange the diamonds at the optimal spacing in the production of diamond bits, overcoming the difficulty of random and disorderly arrangement of diamonds in the production of conventional bits, resulting in low sawing efficiency and short life of saw blades. The ARIX automatic arrangement system optimizes the user’s requirements for long life tools and fast sawing capability, overcoming the problem of conflicting diamond life and its sawing rate, SHINHAN named it as ARIX Technology.

Orderly Arrange Diamonds By Machine
China Chengdu Huixian Superhard Materials Co., Ltd. has successfully developed the diamond segment with triple protection of pre-alloy powder, diamond homogenization and abrasive protection of DC diamond, which effectively overcomes the defects of fast decay of the diamond segment sawing efficiency, low diamond concentration and fast wear of the diamond segment, and achieves a breakthrough in both sawing efficiency and lifetime.
Negative Pressure Adsorption Equipment for Diamond Orderly Arrangement
At present, Zhengzhou Sino-Crystal Diamond Co., Ltd. is one of the few companies in China that implement the orderly arrangement and merit orientation in superabrasives tools. The orderly arrangement and merit orientation successfully developed in 2006 can be widely used in resin, ceramic, electroplating, metal and other bonded superabrasives tools, and passed the evaluation and acceptance by the expert team.
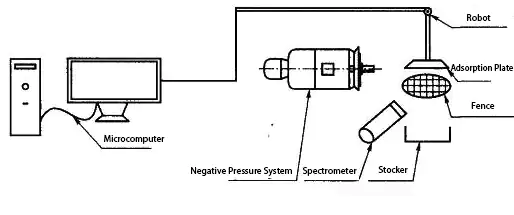
Zhengzhou Sino-Crystal Diamond Co., Ltd. adopts an artificial intelligence negative pressure adsorption device and fence particle orientation device. It will achieve the effect of particle orderly arrangement and particle merit orientation. The core of the device is composed of a microcomputer, spectrometer, negative pressure fan, pulse driver, selection fence, robot, adsorption disc, abrasive storage, etc.
The working principle of negative pressure adsorption device:
- The microcomputer carries out the design of the orderly arrangement of diamond particles and adjusts the orderly particle spacing.
- The microcomputer gives instructions to the adsorption plate and automatically adjusts the parameters, including the size of negative pressure, the number of negative pressure suction holes, the adsorption range and size.
- The microcomputer gives instructions to adjust the fence selection form and size.
- The devices work normally after the computer design is finished. The super hard abrasives are adsorbed by negative pressure to the selection fence for selection, and after adsorption by suction cups, they are positioned and transferred by the robot.
- The robot and the cold pressing machine cooperate to load the mold.
- This device has 100% adsorption rate for particles and more than 85% selective orientation for particle crystal surface and crystal ribs.
- The device is also effective for other bonded tooling products.
At the same time, Zhengzhou Sino-Crystal Diamond Co.,Ltd. has carried out the development of orderly arranged and preferentially oriented diamond tools. At present, it has developed a series of saw blades for cutting granite, marble, concrete, etc. and a series of peripheral cutting blades.

Vacuum Material Layout Machine for Diamond Orderly Arrangement
Sichuan Huili Tools Co., Ltd. developed a vacuum distribution machine in 2006, and completed the orderly arrangement of diamonds on the diamond segment of welded diamond products. In 2008, the vacuum distributor-type 3 was developed, which can not only uniformly distribute diamonds to welded diamond products, but also uniformly distribute diamonds to cold-pressed sintered saw blades technology (patented), introduced to the market in early 2009. At present, 10 companies have used this technology and special equipment to produce welded diamond products (three diamond-like products of cutting discs, grinding discs, and drilling tools) and cold-pressed sintered saw blades. The success of this multi-layer uniform diamond technology not only improves the sharpness of diamond products, but also achieves durability according to needs, conforms to the policy of “energy saving and emission reduction”, has the ability to produce high-quality diamond products, and can enhance international market competition. It has the industrialized production level, the product quality is improved, the cost is reduced.
The vacuum material layout machine – 3 type can quickly adjust the diamond concentration, and unlike the embossing method which can only achieve 50/60# diamond, the vacuum material layout machine can achieve 100/120# diamond evenly arranged, which can meet the needs of marble, ceramic products and grinding disc evenly arranged diamond, its cost is low, it can lay six layers of diamond segment 4 pieces per minute, generally can lay 1920 pieces diamond segments(can be welded for 80 pieces of saw blades), with a monthly output of 115,200 pieces of diamond segments which can be welded for 4,800 pieces of saw blades, the production efficiency can meet the needs of industrial production, in addition, by reasonably selecting the number of horizontal and vertical diamonds, the products can be both sharp and wear-resistant, greatly improving the cutting efficiency and increasing its service life.
Application of Orderly Arrangement Technology for Diamond Tools
The technological innovation of sequentially arranged superhard material tools is widely applied to electroplating, resin, ceramic and metal bonded products tools, using superhard material particles evenly arranged in the bonding agent and preferentially oriented to maximize the potential of the inherent characteristics of all aspects of superhard materials, and selectively using the different characteristics of superhard materials for different processing objects, so that superhard material tools can replace traditional superhard material tools and enter the emerging processing field with the advantages of economy, high quality and efficiency.
Application of Diamond Orderly Arrangement Technology in Brazed Wire Saw, Cutter Head and Gang Saw
Dr.Chien-Min Sung from Taiwan first applied the uniform distribution/ordered arrangement of diamonds to brazed cutterheads, gang saws and diamond wire saws, and then used the gang saws with ordered arrangement diamonds to cut previously unsawable hard granite with row saws. The results showed that the new type of diamond segments can cut at a rate of 1mm/min, which is 3 times faster than the traditional iron saw blades. The area cut per carat of diamond is even higher than 1m2, which is close to the life of circular saws.
Kinik Company used orderly arrangement diamond technology for the development of brazed wire saws, reducing the amount of diamond per bead from 0.5ct to 0.1ct, saving diamond. By sawing granite, serpentine and marble around the world, it has shown that the undercutting rate of the rope saw is about 2 times faster than conventional beads, while its power consumption is only 1/3 of the latter.
Application of Diamond Orderly Arrangement Technology in Precision Grinding
The Japanese company Noritake, in developing single-layer brazed diamond grinding wheels for precision grinding processing, adopted the technique of uniform distribution/ordered arrangement of diamonds, and the tests showed that the surface roughness of the workpiece was significantly reduced to less than 0.2 μm. The higher the spindle speed, the lower the grinding force.
Application of Diamond Orderly Arrangement to Grinding Tools
Dr. G. Burkhard of the ETH Institute for Machine Tools and Machining, Switzerland, has developed a Φ11.65X50mm grinding tool for the machining of a blind hole in the center of a gear made of 16MnCr5 using ordered diamond arrangement technology. The diamond is welded to the tool using an active material, and the diamond alignment is controlled by a patented technology (Patent EP1208945A1) and by electrostatic sanding to control the diamond orientation. Due to the high diamond projection and large particle gap, the removal of metal grinding chips and coolant delivery are improved, thus increasing the grinding capacity and tool life.
The initial test phase of the pond grinding tool life can process up to 6,000 holes, which is 6 times longer than the tool made by the electroplating method.
The optimization stage selects large grain diamond and smaller grain spacing to achieve 10-20 times the tool life of electroplated tools.
Application of Diamond Orderly Arrangement in Multilayer Diamond Segments
The ARIX diamond automatic arrangement system(ARIX Technology), which was completed by Shinhan Diamond Industries in Korea at a cost of US$2 million in 2001, enables the production of the diamond segment with optimized and 100% controlled spacing of diamonds inside the diamond segment to maximize diamond sawing efficiency. ARIX diamond automatic arrangement system makes the production of the diamond uniform segment into the mass production stage, one worker can produce 170 saw blades per day and 50,000 pieces of diamond segments per month. Because of the uniform distribution of diamonds in the diamond segment, prompting the saw blade life and sawing rate can obviously be improved.
| Shinhan’s Diamond Orderly Arrangement Saw Blade Compared With Ordinary Saw Blade Test Results | |||
|---|---|---|---|
| Saw Blade Diameter/mm | 250 | 1600 | 500 |
| Sawing Object | Granite(Level 3) | Granite(Level 3) | Reinforced Concrete |
| Sawing Purpose | Cutting Slab | Cutting Slab | Cutting Floor |
| Machine Power/HP | 20 | 50 | 65 |
| Rotating Speed/rpm | 2150 | 360 | 1750 |
| Line Speed/m*s-1 | 28 | 30 | 45 |
| Forward Speed/m*min-1 | 2~3 | 6 | – |
| Cutting Depth/mm | 30 | 2 | 140 |
| Increased Lifespan/% | 20 | 100 | 40 |
| Increased Efficiency/% | Good | Good | 60-90 |
Conclusion-3
Diamond orderly arrangement of production tools is a new technology that started in recent years. It can’t be said that it is very perfect yet, but once it started, it was unstoppable and developed quite fast. New technology and new methods are still emerging.
With the further improvement of the orderly arrangement of diamond tools, the manufacturing process will be more widely promoted and applied. It is foreseeable that in the near future, the orderly arrangement technology will be the dominant direction of super hard material tool products, which will drive the technological progress of the tool industry, and the continuous innovation of the products will break through the boundaries of the use of traditional tools, expand the use range of tools, and will play a greater role in new fields.
Overview
With the arrival of the 21st century, the most important innovation should be highlighted in the breakthrough of the machinery manufacturing industry, and the breakthrough of the manufacturing industry must rely on the breakthrough of tools, diamond and other super hard material tools are the key and core. Although we have made a lot of efforts in these years, there is faster development, but the technical progress still can not stay, only when the diamond tools involved in various fields of manufacturing, can indicate that the manufacturing industry has really completed a technological revolution. We are looking forward to the new methods and new technologies emerging continuously.